Introduzione.
Mi siedo alle cinque del mattino, lavoro, e qui su di te è arrivata una lettera. Una persona non può preparare un lavoro da stampare con una stampante 3D. Chiede aiuto. Hai visto quella volta? Il poligono non funziona, anche Kislayser, e la persona soffre, penso, lasciami aiutare. Il risultato del mio aiuto è stato una gratitudine e un dettaglio ben stampato. E a giudicare da ciò, non ho colpito il mio dito, ho solo compilato il modello in Simplify e preparato il modello per la stampa attraverso il profilo che avevo precedentemente configurato. Ma quando ti siedi alle 5 del mattino e lavori, anche una tale sciocchezza distrae.
Tieni presente che il manuale è presentato per Simplify3D V4. Simplify3D V5 supporta tutti i profili per la versione XNUMX.
Ho deciso di scrivere il mio manuale, perché non riuscivo a trovare alcuna informazione decente su Internet, specialmente in russo. C'è un video, ma un collega lo spiega in qualche modo lungo e protratto (link al video sotto). Immagino di essere abituato a prendere informazioni sotto forma di testo. Sembra che abbia cominciato a invecchiare.

Mi è stato anche ripetutamente chiesto di registrare un video separato che spiegasse tutte le funzionalità del programma, ma ho deciso di scrivere un articolo di testo. Come mai? Perché è più comodo usare l'articolo se hai dimenticato qualcosa. Sto usando la versione macOS come esempio.
[Aggiornato il 29.05.2023/XNUMX/XNUMX] - Ho registrato il video completo come parte di una scuola online che funziona su un dominio separato.
Parte introduttiva Voglio iniziare con il motivo: perché uso Semplifica3D.
- Il programma è molto facile da usare.
- Non c'è eguali in termini di velocità di preparazione del codice.
- Gestisce bene i modelli di grandi dimensioni (altre affettatrici si bloccano per sempre). Tuttavia, la potenza del tuo computer dovrebbe essere sufficiente. Questa non è una novità, però. Devi capire che stiamo lavorando con modelli 3D. Per tale lavoro, il computer dovrebbe essere il più potente possibile per impostazione predefinita.
- Capacità di lavorare con i processi. Al momento della stesura di questo articolo, gli analoghi non hanno tale opportunità. I processi consentono di impostare diversi parametri di stampa su diversi livelli.
Avvio del programma.
Quindi, cominciamo. E inizieremo imparando a distinguere tra cos'è un profilo e cos'è un processo in modo semplice.
Un profilo è un file di base che contiene le impostazioni di base della stampante: la dimensione dell'area di lavoro, l'origine, il numero di estrusori, le condizioni di temperatura per i diversi materiali, codice iniziale, codice finale, ecc. Tutto questo può essere configurato e modificato quando viene preparato g-code, mentre le impostazioni di base vengono estratte dal profilo.
Tuttavia, non è il profilo che è responsabile della preparazione del G-Code, ma il processo assegnato a questo profilo o, se necessario, più processi. Nel processo vengono impostati tutti gli altri parametri di stampa: altezza dello strato, numero di supporti, velocità di stampa, ecc. Va notato che esiste un solo profilo e può esserci un numero illimitato di processi. Ad esempio, se è necessario stampare metà della parte con un'altezza dello strato di 0,3 mm e metà di essa 0,2 mm. Oppure, parte della parte dovrebbe avere una copertura del 20% e una parte del 50%.
Per quasi tutte le stampanti 3D, è possibile creare manualmente un profilo e processi, questo verrà discusso in questo articolo. Se sei troppo pigro per leggere o le circostanze non ti consentono di dedicare tempo allo studio di questo articolo, puoi inviare una richiesta di profili preparati alla posta dmitry@kamonichkin.ru. Tutto il resto, continua a leggere.
Non mi concentrerò sull'installazione del programma, perché se non sai come installare il programma su un computer, non è previsto che tu studi Simplify3D.
Apriamo il programma e vediamo la schermata principale.

Nella foto ho mostrato cosa significa ogni pulsante. Per semplificare il processo di apprendimento consiglio a tutti di cliccare su ciascun pulsante e provare come funziona, avendo precedentemente caricato il proprio modello 3D. Per caricare un modello 3D, è necessario fare clic su "importa" nella sezione "Elenco 3D" o trascinare stupidamente il modello nella finestra del programma.

Cosa si dovrebbe fare subito?
Sono passato a Simplify3D e ho lavorato in altre affettatrici. Quasi ovunque la velocità è indicata in millimetri al secondo. Per qualche ragione, in Simplify3D, questo parametro viene misurato in altre unità. Per risolvere questo disturbo, devi andare alle impostazioni.

Passiamo al resto dei pulsanti:
Unità sistema - Scelta del sistema di misura. In realtà, scegliamo in quale sistema di misurazione è più conveniente lavorare in pollici - pollici o millimetri - millimetri.
Scambia la direzione dello zoom della rotella di scuola del mouse - Modificare la direzione di scorrimento della rotella per avvicinarsi/allontanarsi dal modello.
Il pulsante centrale del mouse ripristina la visualizzazione - Quando si preme la rotella (o il pulsante centrale) del mouse, la telecamera del campo virtuale torna nella posizione standard.
Salva e ripristina lo stato dell'applicazione - Salvare lo stato del programma all'uscita e ripristinarlo all'ingresso;
Controlla gli aggiornamenti all'avvio - Controllo automatico degli aggiornamenti;
Scorciatoie da mouse/tastiera - Tasti di scelta rapida.
Passiamo alle schede delle impostazioni:

Confezionatrici Verticali VFFS Digitare - Tipo di stampante. Per le normali stampanti cartesiane, lasciamo l'impostazione predefinita Robot Certesiano, rispettivamente, per le stampanti delta scegliamo Delta robot.
Costruire Volume - La dimensione dell'area stampabile.
Origin offset - Spostamento zero. Semplifica 3D consente di regolare il lavoro dei raccordi terminali. A prima vista, una cosa inutile, ma a volte può far risparmiare tempo nell'esporre la propria posizione.
homing direzione - Posizione "casa". In altre parole, l'origine degli assi.
Capovolgere costruire tavolo asse - Invertire le direzioni degli assi. Se durante il montaggio della stampante viene invertita la polarità degli avvolgimenti del motore passo-passo, per non sovraccaricare nuovamente il connettore sulla scheda di controllo della stampante, utilizzare questa funzione spuntando la casella.
Scegli tra Y — asse is verticale и Z — asse is verticale consiste nella scelta della terzina sinistra o destra degli assi coordinati. Per quali stampanti è stato fatto non riesco nemmeno a indovinare, partiamo Z — asse isverticale predefinito.
Scala automaticamente per correggere il sistema di unità senza chiedere conferma - Ridimensionamento automatico per il sistema di unità di misura selezionato.
Centrare e organizzare i modelli dopo l'importazione - Posizionamento dei modelli caricati al centro della piattaforma.
Calcola normale indipendente dal file importato - Calcolo della normale indipendenza dal file importato.
Mostra solo il lato anteriore dei triangoli (abbattimento) - Mostra solo il lato anteriore dei triangoli da cui viene disegnato il modello.
Qualità dell'anteprima del codice G - Selezione della qualità prima di visualizzare il modello dopo l'affettatura, rispettivamente Alta - alta qualità, Bassa - bassa qualità.
Carica automaticamente l'anteprima dopo l'affettatura - Output automatico del modello dopo lo slicing per l'anteprima;
Includi tabella di compilazione nell'ambiente virtuale - Abilitazione della visualizzazione della tabella nell'ambiente virtuale.
Mostra i movimenti di retrazione dell'estrusore - Accende la visualizzazione del movimento dell'estrusore in modalità anteprima.
Mostra i movimenti della macchina in anteprima - Accende la visualizzazione del movimento dell'estrusore durante la stampa.
Mostra toolhead durante l'anteprima- Abilita la visualizzazione della barra degli strumenti durante la stampa.
Dimensione buffer vertice (avanzato) - Dimensione del buffer dei punti del modello.
Impostazione del colore - Impostazioni colore.
Colore modello predefinito - Colore modello.
Colore del modello selezionato - Il colore del modello quando è selezionato.
Colore del materiale di supporto - Colore di supporto.
Preparazione G-Code (software di controllo per stampante 3D)
Creazione e personalizzazione del processo
Per preparare il codice per una stampante 3D, devi prima creare un processo. Per fare ciò, fai clic su aggiungi nel blocco "Elenco profili".

Di fronte a noi si apre una serie di impostazioni del profilo e del processo. Se non hai un set completo di impostazioni aperto, ma solo una parte, fai clic sul pulsante Mostra Adanced... No, certo, puoi usare una stampante 3D in modalità utente, non professionale, ma allora perché hai bisogno di Simplify3D? Dopotutto, questo non è un forno a microonde. Parametri e impostazioni diversi possono fornire risultati e proprietà diversi della parte.
Il punto qui è impostare le impostazioni per il diametro dell'ugello - Ugello Diametro, il fattore di estrusione è Estrusione Moltiplicatore e l'effettiva larghezza estrusa del filamento fuso - Estrusione Larghezza, per ciascuno di essi. Per distinguere tra estrusori, ognuno deve mettere giù il proprio indice - estrusore Testa portautensili Indice... Come impostare correttamente il valore della larghezza effettiva di estrusione (Estrusione Larghezza) leggi dentro articolo separato.
melma di controllo - Controllo del flusso di plastica dall'ugello;
Retrazione - Retrazione in plastica. Deve essere acceso e configurato, altrimenti i modelli saranno con moccio, il filo verrà grippato nei punti sbagliati dove calcola l'affettatrice, e così via;
Retrazione Distanza - Lunghezza retrattile. Il parametro dipende da molti fattori, dal produttore del filamento al dispositivo estrusore, quindi è configurato individualmente;
Distanza di riavvio extra - Ulteriore estrusione di plastica dopo un rectact ad un determinato valore;
Sollevamento verticale di retrazione - Alzare l'altezza dell'ugello per spostarlo da una posizione di stampa all'altra. Aiuta a prevenire la fusione della plastica stampata;
Retrazione Velocità - Velocità di rientro;
Costa at Fine - Inclusione del ritiro dopo la fine della stampa;
costiero Distanza - Lunghezza di svincolo dopo la fine della stampa;
pulire Ugello - Inclusione di pulire l'ugello dalla plastica fuoriuscita quando si riscalda sulla piattaforma, durante l'inizio della stampa;
pulire Distanza - La lunghezza di questa salvietta.
Scheda Livello

Strato Configurazione - Impostazioni di base dei parametri dei livelli;
Primario estrusore - Numero/nome estrusore. Se la tua stampante ha diversi estrusori, è possibile impostare i propri parametri di livello per ciascuno. Ad esempio, se stai stampando un modello con una forma complessa e occorrono supporti aggiuntivi, l'opzione ideale sarebbe stamparli con plastica PVA (wiki) (si dissolve in acqua) con un ugello di diametro maggiore e un'altezza dello strato maggiore per risparmiare tempo;
Altezza strato primario –L'altezza del livello. È facile intuire che minore è l'altezza dello strato, maggiore è la qualità delle superfici laterali, tuttavia, la durata della creazione di un modello 3D aumenta in proporzione diretta, pertanto è necessario determinare una sorta di media aurea per ciascuna parte , tenuto conto della sua ulteriore finalità;
Top Tinte Unite Livelli - Il numero di strati superiori della parte;
Parte inferiore Tinte Unite Strato - Il numero di strati inferiori della parte;
Contorno / Perimetro Shells - Il numero di "gusci" delle parti laterali (pareti) della parte;
Contorno Tipo di viaggio - La direzione di stampa del livello. Due opzioni: Dentro Fuori - prima la parte interna, poi quella esterna, Fuori dentro - al contrario, prima la parte esterna, poi la parte interna. Ho provato a stampare in direzioni diverse, non c'è differenza visiva, teoricamente, la prima opzione è migliore, poiché è esclusa la deformazione del guscio esterno dovuta alla "tenuta";
Stampa isole sequenzialmente senza ottimizzazione - Modalità di stampa sequenziale di "isole" senza ottimizzazione;
Singolo contorno cavatappi stampa modalità (vaso modalità) - L'attivazione di questa modalità rende il modello caricato un "barile vuoto" con uno spessore di parete di una passata di ugello e la stampa stessa scorre a spirale con un aumento continuo lungo l'asse verticale Z. A cosa serve la modalità Vaso? qui.
Nome Strato Configurazione - Impostazioni del primo livello. I parametri sono impostati in relazione all'altezza nominale dello strato Primario Strato Altezza;
Nome Strato Altezza - Il valore dell'altezza del primo strato;
Nome Strato Larghezza- Larghezza proporzionale. Le figurine stampate hanno una leggera particolarità nella forma di primi strati sporgenti. Ciò è dovuto al fatto che gli strati inferiori sono più sbavati per garantire una buona adesione del modello alla piattaforma. Diminuendo questo parametro, puoi eliminare questa funzione;
Nome Strato Velocità - Velocità di stampa del primo strato. Questo parametro influisce notevolmente anche sulla qualità dell'adesione del primo strato alla piattaforma. È semplice, minore è la velocità, migliore sarà l'adattamento della plastica.
Inizio Punteggio –Punto di partenza della stampa
Usa il casuale inizia a punti per contro tutti i perimetri - Selezione di un punto di partenza arbitrario dal perimetro del modello;
OTTIMIZZA inizia a punti per più veloce stampa velocità - Scelta ottimale del punto di partenza della pressa, per velocità di stampa elevate;
Scegli inizia a punto più vicina a specifico località - Selezione del punto di partenza dal perimetro del modello più vicino a quello indicato.
Scheda Aggiunte

Gonna Impostazioni profilo - Impostazione della linea di bypass. Questa linea è necessaria per spremere un po' di plastica prima della stampa diretta;
Includere Gonna / Brim - Inclusione della linea di bypass;
Gonna Livelli - Il numero di strati, cioè l'altezza;
Gonna Offset - La distanza della gonna oltre la base del modello;
Gonna Lineamenti - La larghezza della gonna nel numero di linee.
Raft Configurazione - Impostazioni della zattera;
Includere Raft - Abilitazione zattera;
Raft Livelli - Altezza zattera, impostata dal numero di strati;
Raft Offset - La distanza alla quale la zattera sporgerà oltre la base del modello;
Raft infill - La densità di riempimento degli strati della zattera;
Disabilita zattera base galline ovaiole - Cancellazione dello strato principale della zattera. Questa è una traduzione letterale, non so ancora cosa si intende qui.
Usa il pilastro principale - Un blocco di impostazioni per la costruzione di un bidone della spazzatura. È necessario per pulire l'ugello prima di stampare con un altro estrusore.
Estrusore a colonna Prime - Indica quale estrusore è coinvolto nella pulizia.
Larghezza pilastro - la larghezza della sezione del quadrato del bidone della spazzatura.
Posizione del pilastro - posizione del cestino in relazione al modello sulla piattaforma.
Moltiplicatore di velocità - la velocità di stampa di un bidone della spazzatura.
Usa lo scudo di melma - il guscio esterno intorno alla parte per la stampa con materie plastiche con proprietà di restringimento.
Scudo di Melma Estrusore - quale estrusore utilizzare per costruire il guscio.
Offset dalla parte È la distanza del modello dal guscio.
Ooze Scudo contorno - il numero di perimetri del guscio.
Forma della parete laterale - tipo di guscio.
Modifica dell'angolo della parete laterale - l'angolo con cui la stampante stampa senza materiale di supporto.
Moltiplicatore di velocità - velocità di stampa dell'involucro rispetto a quella specificata per la stampa.
Scheda di riempimento

Le impostazioni di riempimento sono impostate in questa scheda. A condizione che il modello non sia reso integrale, e ciò accade quasi sempre, la struttura interna del modello ne determina i parametri meccanici. Con le impostazioni standard, i modelli sono generalmente abbastanza resistenti, se hai bisogno di maggiore rigidità laterale, devi prestare attenzione a queste impostazioni.
Generale - Impostazioni di riempimento di base;
infill estrusore - Selezione dell'estrusore, che verrà utilizzato per stampare la struttura interna del pezzo. Una funzione molto utile per chi ha una stampante con due o più estrusori. Un esempio di quando questa funzione potrebbe tornare utile è semplice. Ad esempio, è necessario stampare un modello dalla costosa plastica di legno, per salvarlo, la parte interna invisibile può essere stampata con un normale ABS, questo ridurrà significativamente il costo finale della parte e la renderà più forte;
Motivo di riempimento esterno - Selezione della forma delle linee interne: Rettilineo - dritto o Concentrico - raggi e cerchi con un centro;
Interno Riempire Percentuale - Densità di riempimento della parte interna;
Contorno sovrapposizione - Riempi la sovrapposizione sui perimetri. Il riempimento infetterà la larghezza del perimetro fino al valore impostato fino a questo punto in percentuale.;
Larghezza estrusione riempimento - rifornimento di materiale durante il riempimento;
Minimo infill Lunghezza - La lunghezza minima della sezione di rete di tamponamento;
Combine infill Ogni - La diffusione della griglia di riempimento, attraverso un certo numero di strati;
Includere solido diaframma ogni - Abilitazione alla stampa di strati monolitici, dopo un certo numero di strati. Questo parametro può aumentare la rigidità dei modelli 3D;
offset dell'angolo di riempimento interno - angolo di riempimento interno
Offset dell'angolo di riempimento esterno - angolo di riempimento esterno
Scheda Supporto

Chi non lo sa per supporto si intende la stampa di strutture portanti sotto gli elementi del modello 3D che sono sospesi nell'aria. Puoi leggere di più su cosa sono le strutture di supporto in articolo separato.
Generare Assistenza Materiali - Abilitazione alla generazione di supporti;
Assistenza estrusore - Selezione di un estrusore per la stampa dei supporti. Ho descritto la caratteristica di questa funzione in Estrusore primariose ti sei dimenticato leggi di nuovo sopra;
Percentuale riempimento supporto - Densità dei supporti. Non stamparli monolitici;
Extra Inflazione Distanza - La distanza intorno ai supporti sarà libera;
Supporto livello base - Affinché il supporto non si stacchi dal gemito, è necessario impostare il numero di strati alla base;
Combinare Assistenza Strati ogni - Raggruppare ogni linea di supporto;
Denso Assistenza Livelli - Selezione del numero di strati riempiti;
Denso infill Percentuale - La densità degli strati riempiti;
Tipo di supporto - due opzioni tra cui scegliere, ovunque o solo dal tavolo. Quando si sceglie la seconda opzione, il supporto non verrà costruito dall'ultimo piano del modello. A volte è utile quando non vuoi rovinare il modello con l'artigianato. Verificare la conformità del modello per la correttezza.
Assistenza Pilastro Risoluzione - La dimensione della colonna che funge da supporto;
Max Sporgenza Angolo - L'angolo massimo dell'elemento sporgente per il quale verrà generato il supporto.
Orizzontale Offset Da Parte - Distanza attraverso la quale è possibile la diramazione orizzontale dei supporti;
Superiore Verticale Separazione Livelli - Il numero di strati attraverso i quali è possibile la ramificazione verticale verso l'alto;
Abbassare Verticale Separazione Livelli - Il numero di strati attraverso i quali è possibile la ramificazione verticale dal basso;
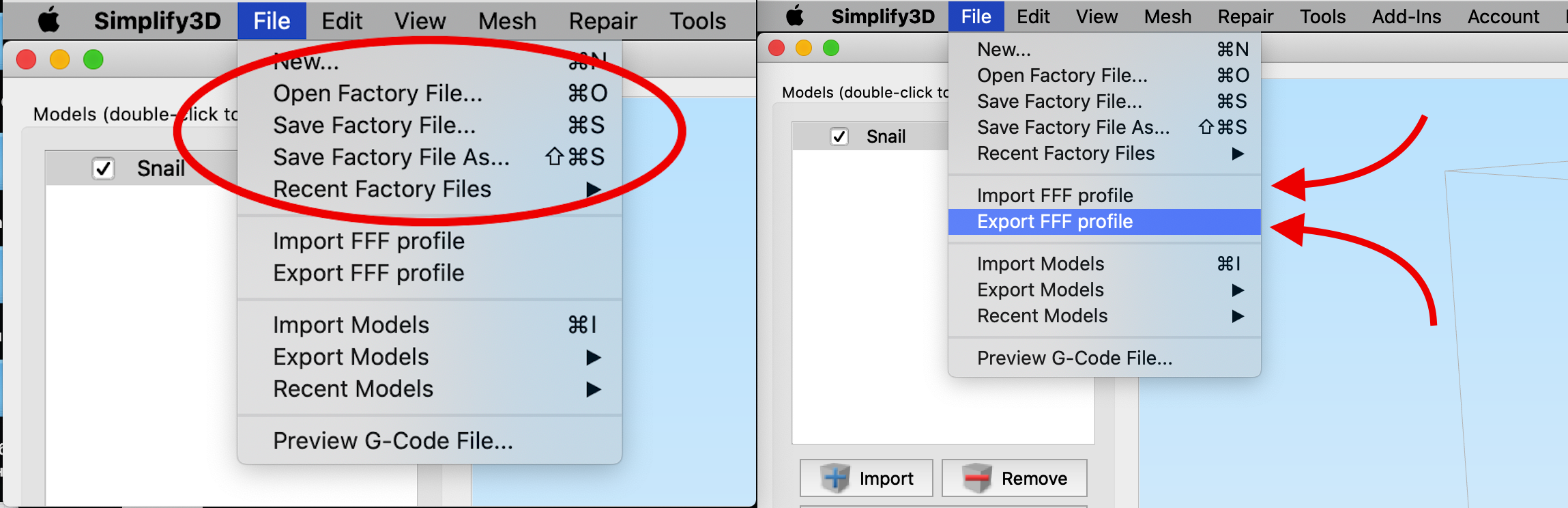
Configurazione del profilo FFF e del file di fabbrica.
A questo punto, la cosa principale è capire le differenze tra profilo FFF e Factory File. E questo e quello è un insieme di impostazioni. Nel caso del profilo FFF, il file contiene un set di parametri di stampa 3D (diametro ugello, materiali, qualità, temperatura). Factory File contiene i parametri della stampante 3D stessa (dimensioni del campo, script, coordinate). Se si desidera trasferire il campo di lavoro da una stampante a un'altra, trasferire prima il file di fabbrica, quindi importare ed esportare le impostazioni di stampa 3D utilizzando un profilo. Per fare ciò, utilizzare i pulsanti nella riga superiore del programma:
Come impostare correttamente un profilo nel programma Simplify3D leggi in post separato.
Scheda Temperature.
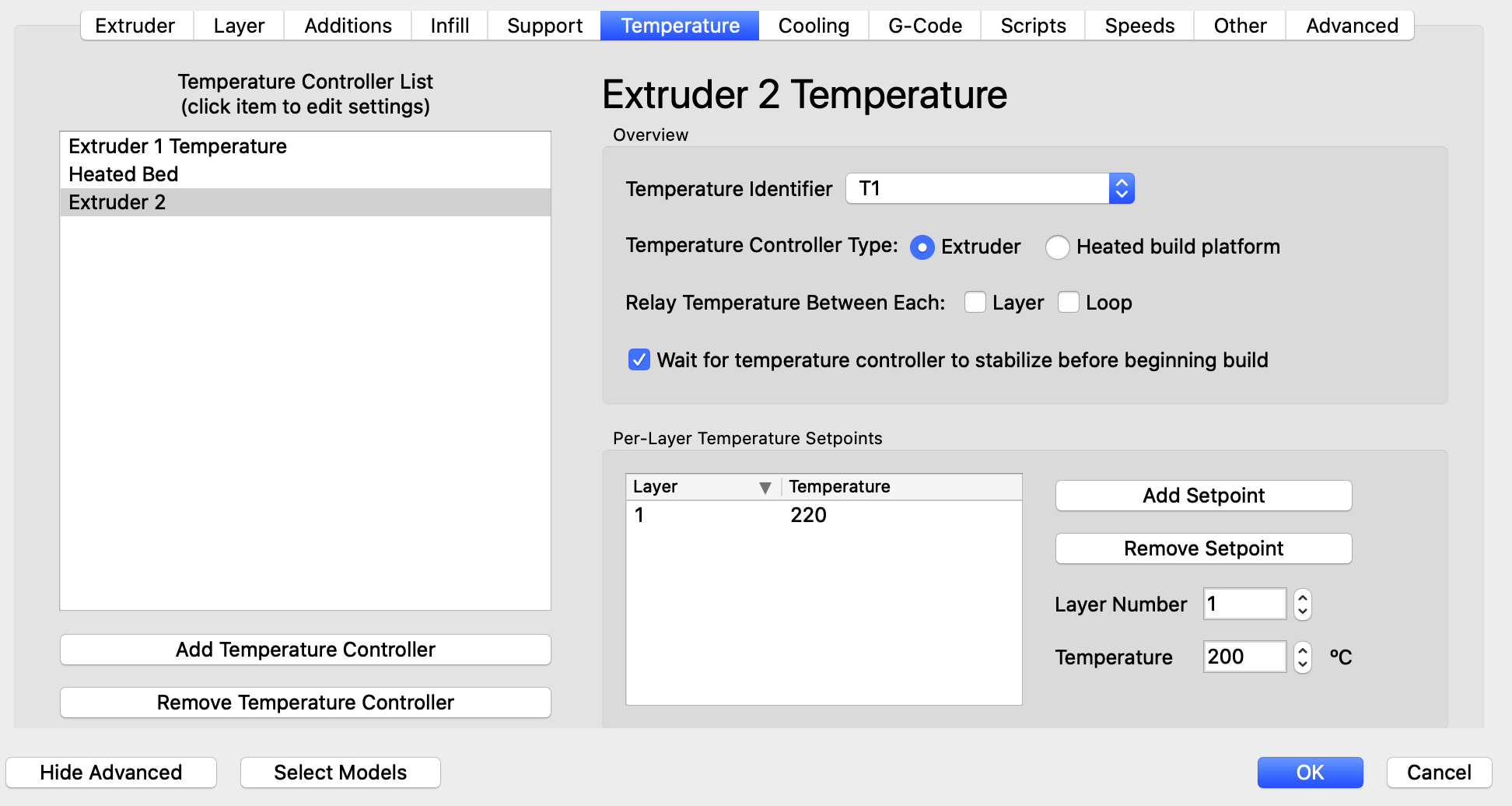
In questa scheda è necessario configurare le modalità di funzionamento della temperatura degli estrusori e della piattaforma di riscaldamento.
Temperatura Controller Lista - Elenco delle configurazioni aggiunte per estrusori o piattaforma;
Temperatura Identifier - Selezione dell'identificativo del sensore di temperatura;
Temperatura Controller Tipologia - Tipo di termoregolatore: estrusore - estrusore o Riscaldato piattaforma di costruzione - piattaforma di riscaldamento.
staffetta Temperatura Tra Ogni - Selezione della frequenza con cui avverrà la richiesta di temperatura per il controllo: Strato - ogni strato o Ciclo continuo - attraverso ogni ciclo;
Aspetta! per temperatura controllore a stabilizzare prima inizio costruire - Inserimento di un ritardo prima dell'inizio della stampa per stabilizzare la temperatura;
Per — Strato Temperatura Valori di riferimento - Qui puoi selezionare la temperatura per ogni strato. Ad esempio, quando si stampa con plastica ABS, impostare 240 ° C per il primo strato e 220 ° C per gli strati rimanenti. In questo modo la plastica aderirà molto bene e gli strati risulteranno più lisci.
Strato Numero - Numero strato;
Temperatura - La temperatura che la stampante manterrà su un dato strato.
Scheda di raffreddamento

In questa scheda vengono impostati i parametri del ventilatore a flusso d'aria forzato.
Per — Strato Fan Controls - Proprio come con la temperatura, qui puoi impostare valori specifici per la velocità del ventilatore.
Strato Numero - Numero strato;
Fan Velocità - Velocità della ventola;
Blip fan a pieno energia quando crescente da inattivo - Aumentare la velocità della ventola al massimo quando la stampante è inattiva, ad es. quando la stampa è terminata.
Fan Sostituzioni- Ripristino velocità ventola;
Aumento fan velocità per galline ovaiole sotto - Aumentare la velocità della ventola per strati il cui tempo di stampa è inferiore al valore del tempo impostato;
Massimo raffreddamento fan velocità - Velocità massima del ventilatore;
colmare fan velocità Override - Velocità della ventola durante la stampa di ponti.
Scheda Codice G

G — Codice Opzioni - Parametri G-codice
5D firmware (Include E — dimensione) - Включение G-codice с 5-ю mutevole parametri. Essa 3 principale оси и 2 estrusore.
Relativo estrusione distanze - distanza relativa di estrusione
Consentire azzeramento of estrusione distanze (vale a dire G92 E0) - permesso azzeramento distanza estrusione;
Includere M101 / M102 / M103 comandi - Abilitazione comandi M101 / M102 / M103;
Firmware supporta "appiccicoso" parametri - Inclusione di parametri non relativi ai codici G e M.
Applicare l'offset della testa utensile alle coordinate del codice G - permettere agli utensili di muoversi anche in zone dove c'è spostamento.
Offset - Scostamento dei valori iniziali dal valore impostato.
Sul lato destro della finestra di questa scheda, le impostazioni della macchina (duplicate nelle impostazioni)
Scheda Script

In questa scheda sono scritti i comandi che la stampante deve eseguire:
Script iniziale - All'inizio della stampa;
Script di cambio livello - Su ogni strato;
Rettazione Script - Con un ritiro;
Script cambio utensile - Attrezzo;
Script finale - Alla fine della stampa. Può essere utile scrivere qui i comandi, ad esempio ho scritto che la testa starebbe in posizione zero e la piattaforma si sposterebbe il più possibile, quindi è molto comodo riprendere il modello finito.
Cosa significano i comandi? qui, e considererò il più popolare.
Le squadre stesse sono divise in gruppi:
G - Squadre preparatorie (di base);
М - Squadre ausiliarie (tecnologiche).
Questi comandi hanno parametri.
X - La coordinata del punto di traiettoria lungo l'asse X [G0 X100 Y0 Z0]
Y - Coordinata del punto di traiettoria lungo l'asse Y [G0 X0 Y100 Z0]
Z - Coordinata del punto di traiettoria lungo l'asse Z [G0 X0 Y0 Z100]
E - La coordinata del punto di estrusione della plastica [SOL1 E100 F100]
P - Parametro di comando [M300 S5000 P280]
S - Parametro di comando [G04S15]
F - Parametro di comando, avanzamento (velocità) [G1 Y10 X10 F1000]
G - comandi
G0 - Al minimo, senza azionamento dell'utensile [SOL 0 X 10]
G1 - Movimento coordinato lungo gli assi XYZE [SOL 1 X 10]
G4 - Pausa in secondi [G4S15]
G28 - Team Home - parcheggiamo la testa [G28Y0X0Z0]
G90 - Usa coordinate assolute [G90]
G91 - Usa coordinate relative [G91]
G92 - Impostare la posizione di destinazione corrente [G92]
spiegazione:
Coordinate relative Sono coordinate relative alla posizione attuale della testa.
Ad esempio, se la testa è nella posizione X10 Y10, quando viene dato il comando G91
G1X10F1000, la testa si sposterà di 10 mm lungo l'asse X ad una velocità di 1000.
Questo comando può essere eseguito много volte, prima di raggiungere la limitazione "soft" nel firmware.
Coordinate assolute - si tratta di coordinate strettamente ancorate all'area di lavoro.
Durante l'esecuzione del comando G90 G1 X10 F1000 - la testa si sposterà sulla coordinata X10 alla velocità di 1000.
Il comando viene eseguito solo uno tempo.
Comandi regolari
M0 - Mettere in pausa e attendere la pressione del pulsante sui display LCD (funziona se nel firmware è impostato il parametro ULTRA_LCD) [G0 X10 Y10 Z10 M0]
M17 - Applicare corrente ai motori (i motori non ruotano a mano)
M18 - Rimuovere la corrente dai motori (i motori possono essere ruotati a mano, analogo a M84)
M42 - Gestisci contatti ARDUINO MEGA 2560 [M42P4 S255]
M80 - Accensione, solo per ATX - alimentazione
M81 - Spegnimento, solo per ATX - alimentazione
M84 - Spegnimento di tutti gli assi (motori dopo l'arresto) [M84S10]
M112 - Arresto di emergenza
M114 - Ottieni le coordinate attuali
M115 - Ottieni la versione del firmware
M117 - Scrivi un messaggio sullo schermo [M117 Ciao mondo]
M119 - Ottieni lo stato dei finecorsa
M300 - Riprodurre l'audio [M300 S5000 P280]
Comandi della scheda SD
M20 - Leggi la scheda SD (leggi l'elenco dei file)
M21 - Inizializzare la scheda SD
M22 - Usa la scheda SD
M23 - Seleziona il file dalla scheda SD [M23 nomefile.gcode]
M24 - Avvia/riprende la stampa dalla scheda SD
M25 - Mettere in pausa la stampa dalla scheda SD
M26 - Imposta la posizione della scheda SD in byte [M26S12345]
M27 - Controllare lo stato della stampa dalla scheda SD
M28 - Scrivi file su scheda SD [M 28 nome file. codice g]
M29 - Finisci di scrivere il file sulla scheda SD
M30 - Elimina file dalla scheda SD [M 30 nome file. codice g]
M31 - Ottieni il valore di quanto tempo è passato dall'ultimo M109
M32 - Seleziona il file dalla scheda SD e inizia a stampare [M 32 / percorso / nome file #]
M928 - Accesso alla scheda SD [M 928 nome file. codice g]
estrusore
M82 - Imposta l'estrusore su un sistema di coordinate assoluto
M83 - Imposta l'estrusore su un sistema di coordinate relativo
M104 - Attendere che l'estrusore raggiunga una certa temperatura [M104S190]
M105 - Ottenere la temperatura attuale dell'estrusore [M105S2]
M106 - Accensione del ventilatore che soffia il pezzo [M106S127] - potenza 50%
M107 - Spegnimento del ventilatore che soffia il pezzo [M 107]
M109 - Riscaldare l'estrusore e mantenere la temperatura [M109S215]
tavolo
M140 - Impostare la temperatura del tavolo [M140S65]
M190 - Riscaldare il tavolo e mantenere la temperatura [M190S60]
PID M301 - Scrivere i parametri PID su EEPROM [M301 H1 P1 I2 D3]
dove: H0 - tavola, H1 - estrusore
M302 - Consentire l'estrusione a freddo [M302P1].
M303 - Avviare il processo di calibrazione PID [M303 E-1 C8 S110]
dove: E-1 - tabella, E0 - hot end, C8 - numero di tentativi, S - temperatura.
M304 - Impostare i parametri PID per la tabella [M304 P1 I2 D3]
EEPROM - memoria interna del microcontrollore (non azzerata allo spegnimento)
M500 - Salva i parametri su EEPROM
M501 - Leggere i parametri da EEPROM
M502 - Ripristina parametri EEPROM
Filamento
M200 - Impostare il diametro del filamento [M200D1.128]
M600 - Sostituzione del filamento.
Scheda Velocità

Velocità - Impostazione di tutti i tipi di velocità
Velocità di stampa predefinita - Velocità di stampa complessiva;
Sottovelocità contorno - Velocità di stampa delle parti esterne del modello, percentuale della velocità totale;
Sottovelocità di riempimento solido - Velocità di stampa della parte monolitica del modello, percentuale della velocità totale;
Sottovelocità della struttura di supporto - Supporta la velocità di stampa, percentuale della velocità totale;
Velocità di movimento dell'asse X/Y - Velocità massima lungo gli assi X e Y;
Velocità di movimento dell'asse Z - Velocità massima lungo l'asse Z;
Velocità Sostituzioni - Azzera velocità;
Regola stampa velocità per galline ovaiole sotto - Modifica della velocità della ventola per strati il cui tempo di stampa è inferiore al valore del tempo impostato;
Consentire velocità riduzioni giù a - Autorizzazione a ridurre la velocità non inferiore al valore impostato.
Altra scheda

Proprietà del filamento - Parametri plasty;
Indice della testa portautensili a filamento - selezione di uno strumento per la modifica dei parametri del materiale;
Diametro del filamento - diametro;
Prezzo del filamento - Il costo di un chilogrammo. Da questo valore, il programma dopo lo slicing calcolerà e fornirà il costo approssimativo del modello.
Filamento densità - densità del materiale.
Blocco ponte - Realizzazione di ponti di stampa;
Soglia dell'area non supportata - Qualsiasi elemento "sospeso" del modello che sia più grande dell'area specificata verrà riconosciuto dal programma come un ponte;
Moltiplicatore di estrusione a ponte - Moltiplicatore di estrusione durante la stampa di ponti;
Moltiplicatore di velocità di bridging - Moltiplicatore di velocità durante la stampa di ponti;
Usa l'angolo di riempimento del ponte fisso - Utilizzare un angolo fisso per l'estrusione sui ponti;
Applicare l'impostazione di bridging ai perimetri - utilizzare le regolazioni dei ponti perimetrali;
Compensazione dimensione orizzontale - compensazione della dimensione orizzontale;
Блок Tol cambia retrazione - impostazione retrazione per cambio utensile. È configurato allo stesso modo del rectact nella prima scheda.
Scheda Avanzate

Modifica livello - un blocco di impostazioni per il funzionamento di questo processo. Regolabile da e verso un'altezza specifica lungo l'asse Z.
Comportamento parete sottile - Strategia per la stampa di pareti sottili.
Tipo esterno a parete sottile - Strategia perimetrale esterno. Due opzioni, stampa solo perimetro o usa estrusione variabile.
Tipo di parete sottile interna - Strategia di perimetro interno. Rispetto al paragrafo precedente, è stata aggiunta un'opzione in più: stampa riempimento regolare.
Sovrapposizione perimetrale consentita - Consentire al perimetro di "sovrapporre" l'un l'altro di una percentuale specificata.
Estrusioni singole - Impostazione variabile dell'estrusione.
Lunghezza minima di estrusione - lunghezza minima
Larghezza minima di estrusione - Larghezza minima
Larghezza massima di estrusione - Larghezza massima
Distanza di estensione del punto finale - Determina di quanti millimetri una linea di estrusione variabile si estende in lunghezza da un lato e dall'altro per aumentare la forza di adesione con altre fibre.
Comportamento di controllo della melma - Impostazioni auto-fluenti aggiuntive
Ritrarre solo quando si attraversano spazi aperti - retrazione forzata solo al passaggio di spazi vuoti
Retrazione forzata tra gli strati - retrazione forzata tra gli strati
Viaggio minimo per retrazione - movimento minimo per rectact (retrazione)
Eseguire la ritrazione durante il movimento della tendina - retrazione forzata del filo durante la pulitura
Pulisci solo l'estrusore per il perimetro più esterno - Pulire l'ugello solo sui perimetri esterni
Comportamento di movimento - correzione del movimento
Evita di attraversare il contorno per il movimento di viaggio – impedire l'intersezione delle parti durante lo spostamento
Fattore di deviazione massimo consentito - Il fattore di allungamento massimo di un percorso quando si muove lungo una traiettoria. Anche se la corsa di lavoro non è sufficiente, il movimento raggiungerà comunque la plastica fino al modello.
Comportamento di affettare - Opzioni affettatrici aggiuntive
Segmento non-manifold - i segmenti e i pezzi non correlati possono essere scartati (Scarta) o riparati (Cura)
Unisci tutti i contorni in un unico modello solido - Rimuovere i fori non necessari dal modello
Più processi contemporaneamente
Per eseguire più processi in un'unica configurazione di stampa 3D, è necessario crearli nell'elenco dei profili. Dopo la creazione, è necessario accedere alle impostazioni avanzate di ciascun profilo e selezionare la distanza tra l'operazione di questo processo rispetto all'altezza Z utilizzando i parametri di avvio stampa e arresto stampa nel blocco Modifica livello.
Controllo del codice G
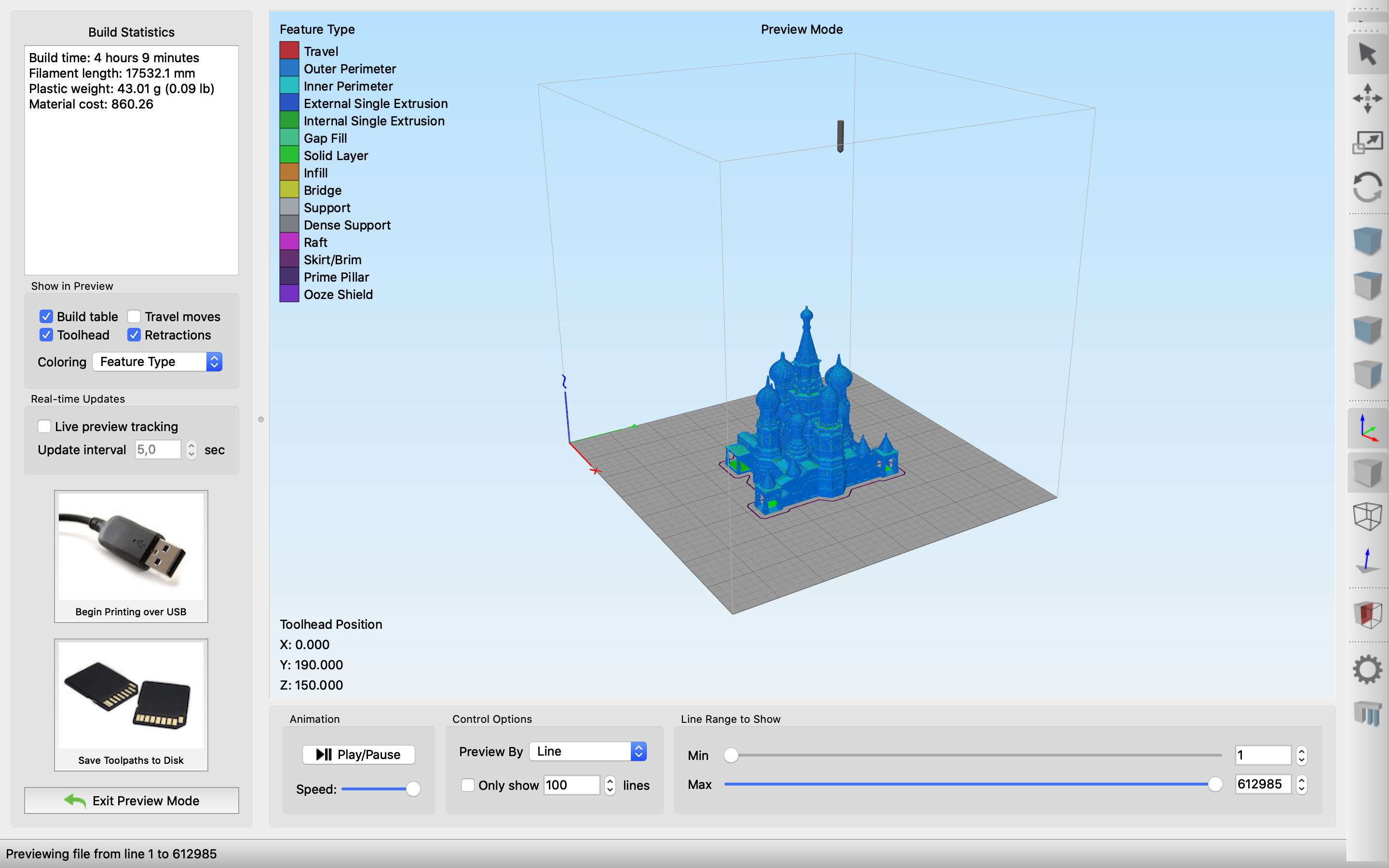
Блок animazione - Consente di avviare l'animazione del processo di stampa 3D e selezionare la velocità di animazione.
Блок Opzione di controllo - consente di selezionare la visualizzazione selettiva delle linee o dei livelli di stampa 3D.
Блок Intervallo di linee da mostrare - Consente di selezionare l'intervallo di visualizzazione dal blocco precedente.
Блок Mostra in anteprima - modalità di visualizzazione dell'anteprima. costruire tabella abilitare o disabilitare la visualizzazione della piattaforma, portautensili attiva o disattiva la visualizzazione dello strumento, ritrazione attiva o disattiva la visualizzazione dei punti di svincolo, mosse di viaggio mostrerà in quali luoghi ci saranno movimenti a vuoto.
In questo blocco, per me personalmente, l'ultimo punto (mosse di viaggio) il più utile. Come mai? Perché se hai impostato in modo errato i parametri di retrazione per la tua stampante 3D, questi sono i luoghi in cui
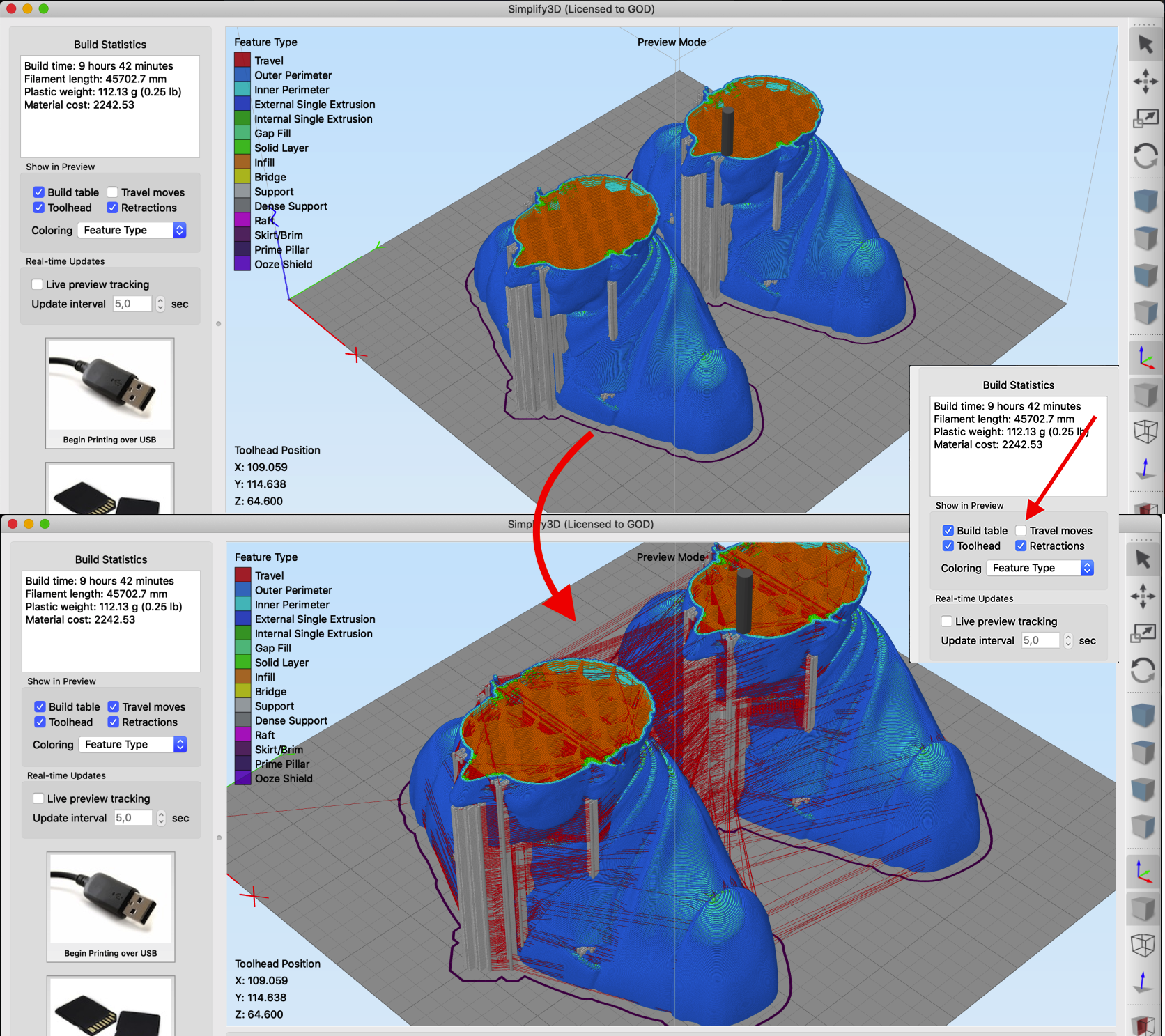
Le linee rosse sono solo le linee della velocità al minimo dell'estrusore.
Aggiunta
Lavorare con una mesh poligonale
Nella scheda Mesh, inserisci le impostazioni per lavorare con la mesh.

Un problema comune che ho riscontrato è stato l'apertura errata di un file in termini di mirroring. Controlla questo momento!
Altro punto molto utile per la stampa multifamiliare: le copie del modello sul tavolo. Ho visto come uno dei miei studenti, per posizionare 4 pezzi sul tavolo. modelli identici, 4 volte trascinato questi modelli nella finestra. Pertanto, ho deciso di concentrarmi su questo momento. Per eseguire più copie del modello e posizionarle su un tavolo, è necessario utilizzare questa funzione.
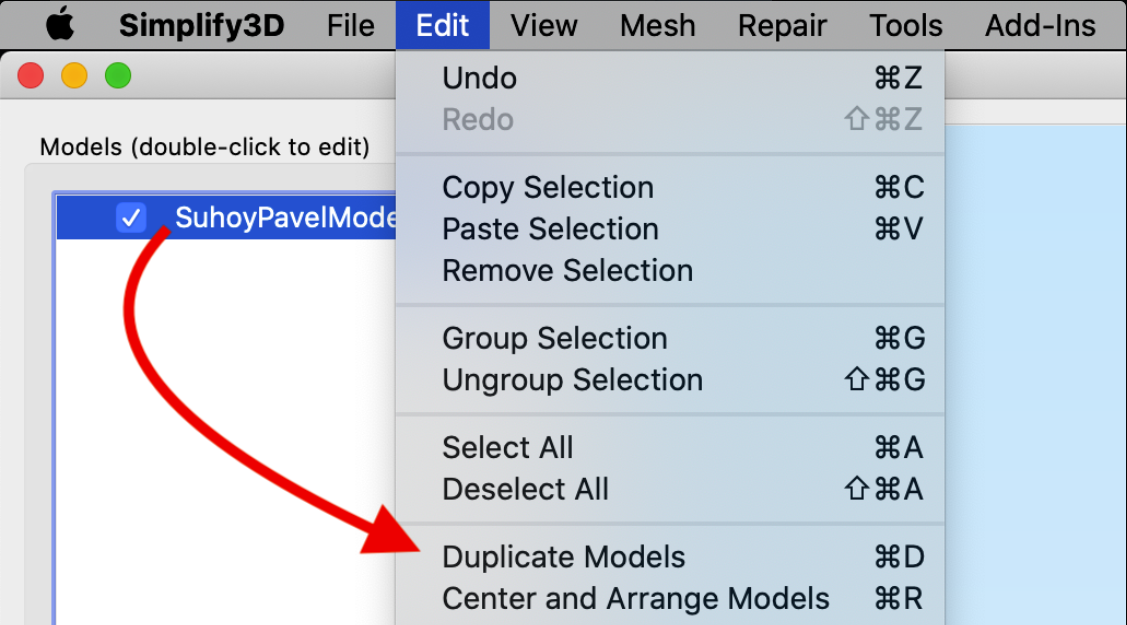
Successivamente, devi prendere quante copie vuoi vedere sul tavolo.
Limitazioni
Purtroppo, finora il programma non può impostare l'altezza del livello per una sezione specifica del perimetro. Ad esempio, per stampare la parete esterna con un'altezza dello strato due volte più sottile del perimetro interno. Ho anche scritto una lettera a sostegno di Simplify3D. E mi hanno dato la risposta! Vedi in fondo alla pagina.
conclusione
Il miglior programma, ma se ce n'è uno migliore, scrivici a dmitry@kamonichkin.ru.
Se hai domande, scrivi nei commenti a questo articolo. proverò a rispondere.
PS Simplify3D ha dato la risposta. E mi piaceva davvero. Sebbene completamente, ma parzialmente, risolve il problema:
Traduco:
Ciao,
Mi dispiace, non adesso. È possibile stampare il riempimento ad un'altezza diversa rispetto ai perimetri. Questa dovrebbe essere la spaziatura in altezza dello strato di base. Troverai un'opzione nella scheda Riempi come "Stampa riempimento ogni _ livelli".
Grazie, supporto Simplify3D
















Autore: Studia3D Aggregator
Altri articoli da Studia3D Aggregator